
联系人:刘先生 手机:13622665215 传真:0769-82385085 QQ:1149817188 地址:广东省 东莞市 厚街镇 宝塘村 环村路 19号
一种预测AZ91镁合金搅拌摩擦焊残余应力的方法
镁合金具有密度低、比强度和比刚度高等优点,可广泛应用于航空航天、通信和汽车等领域。但镁合金焊接性能较差,难以实现与其他构件的可靠连接,这成为制约镁合金应用的技术瓶颈之一。搅拌摩擦焊(FSW)是一种新型的塑化连接工艺,可在固态条件下实现同种/异种合金连接。但使用该工艺容易在焊接接头中产生残余应力,不利于合金的疲劳性能。因此,为了预测焊接结构寿命,保证其在静、动载荷下安全服役,模拟并预测焊接接头的残余应力是该课题的重要方向之一。
近日,来自伊朗科技大学的A. R. Eivani博士等人基于平滑粒子流体动力学(SPH)模型,通过优化自适应神经模糊推理系统(ANFIS),尝试建立能准确预测不同搅拌摩擦焊工艺参数下AZ91镁合金残余应力分布的集成SPH-ANFIS模型。研究结果表明,SPH模型模拟的残余应力与超声波检测结果较为符合,验证了该模型的准确性;通过对优化后的ANFIS模型进行测试,发现模拟结果与实验结果拟合良好,该模型可有效预测不同焊接参数下AZ91的残余应力;超声波试验验证结果表明,集成的SPH-ANFIS模型能够较好模拟焊接/温度因素对残余应力分布的影响。
通过SPH模型分别模拟了旋转速度(600 rpm、900 rpm、1200 rpm)、焊接速度(50 mm/min、100 mm/min、150 mm/min)和预热等对AZ91搅拌摩擦焊后残余应力分布的影响。模拟结果表明,转速越快,焊接处的峰值温度越高,焊核区宽度越宽,残余应力越大(见图1);焊接速度降低,输入的热量增加,产生的残余应力较小(见图2);在不同焊接工艺参数条件下,纵向和横向残余应力均随预热温度升高而减小,预热后样品中产生均匀变形(见图3)。
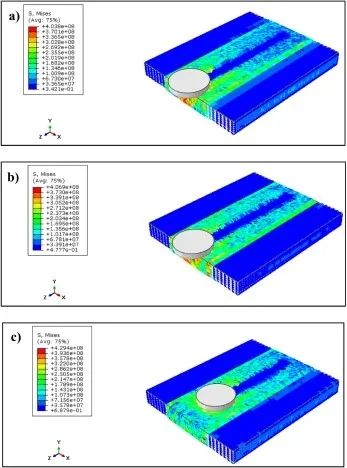
图1 在150 mm/min的恒定焊接速度和不同旋转速度下焊接后试样中的残余应力场分布(未预热):(a)600 rpm,(b)900 rpm和(c)1200 rpm
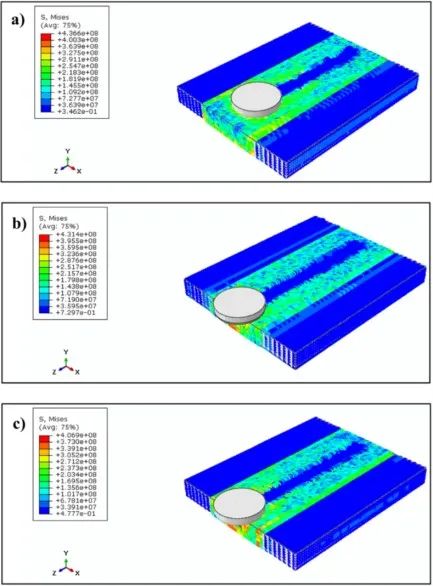
图2 在900 rpm的恒定转速和不同转速下焊接试样中的残余应力场分布(未预热):(a)50 mm/min(b)100 mm/min和(c)150 mm/min
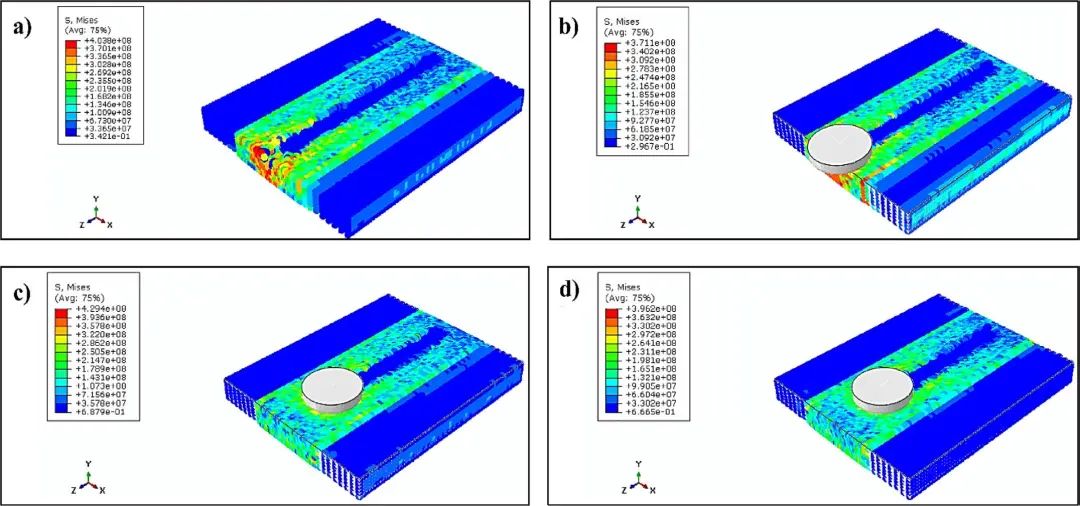
图3 不同工艺条件下搅拌摩擦焊试样的残余应力场分布:(a)转速600 rpm、焊接速度100 mm/min、未预热;(b)转速600 rpm、焊接速度100 mm/min、预热;(c)转速1200 rpm、焊接速度150 mm/min、未预热;(d)转速1200 rpm、焊接速度150 mm/min
自适应神经模糊推理系统(ANFIS)是一种具备自适应学习能力和基于逻辑规则推理的高性能计算模型。通过构建该模型并不断优化,输入预定转速、焊接速度、预热和焊缝中心距离,模拟焊接参数对残余应力的影响规律。在合理范围内随机选取16组模拟数据结果,与实验数据进行比较以评估模型的准确度,拟合结果如图4所示,表明该模型的精确度较高。
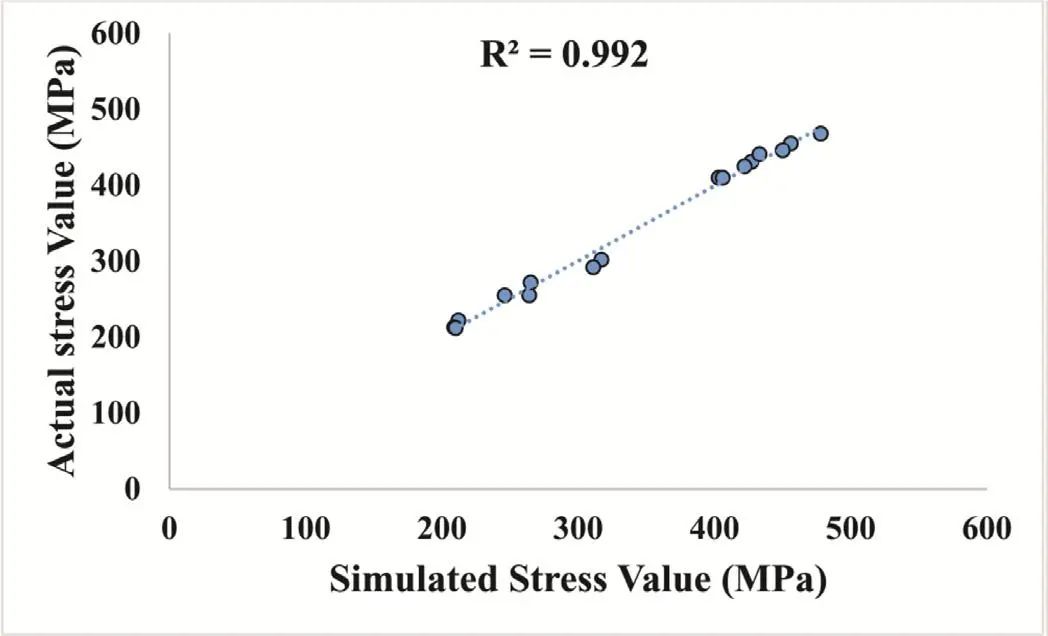
图4 ANFIS结果与实验数据进行交叉验证
通过将超声波检测结果与SPH模型模拟结果进行比较,发现模拟的残余应力与实验测得残余应力具有很好的一致性,表明该模型能够准确预测搅拌摩擦焊AZ91的残余应力分布(图5)。
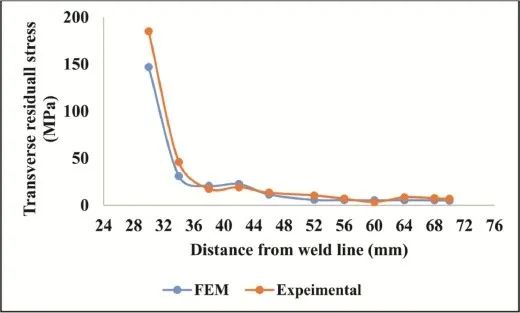
图5 通过超声波检测验证SPH模型
推荐产品 MORE+









")
推荐新闻 MORE+
- 镁合金新旧牌号对比2021-03-08
- 镁合金和铝合金的区别是什么?2021-03-11
- 镁合金材料在水里会燃烧吗?2020-10-12
- 镁合金冲压板哪里可以买的?2019-11-20
- 镁合金冲压板价格多少钱?是现货发货吗?2019-11-20
- 镁合金az31b密度是多少?有几种工艺?2019-11-20
- az91d镁合金成分有哪些元素,参数是多少?2019-11-20
- az31b镁合金是什么材质来的?钜宝镁来告诉你!2019-11-20
- 镁合金在焊接的时候需要注意这些方面!2019-11-18
- 镁合金和铝合金的密度是多少?哪个会比较轻一些?2019-11-18

